A detailed overview of requirements, standards, application areas and benefits.
He represents
In the food and pharmaceutical industries, pumping liquids is more than just a mechanical process; it is a crucial link in a safe and hygienic production chain that meets stringent global standards. Factors such as pump type, component materials, hygienic design, and ease of cleaning play a decisive role in the quality of the final product. Due to their unique advantages,
single-stage pumps or screw pumps are among the most widely used and reliable liquid pumps in the food and pharmaceutical industries.
This article provides a comprehensive overview of standard single-piston pumps used in the food and pharmaceutical industries , including hygiene requirements, international standards, applications, benefits, and key selection criteria.
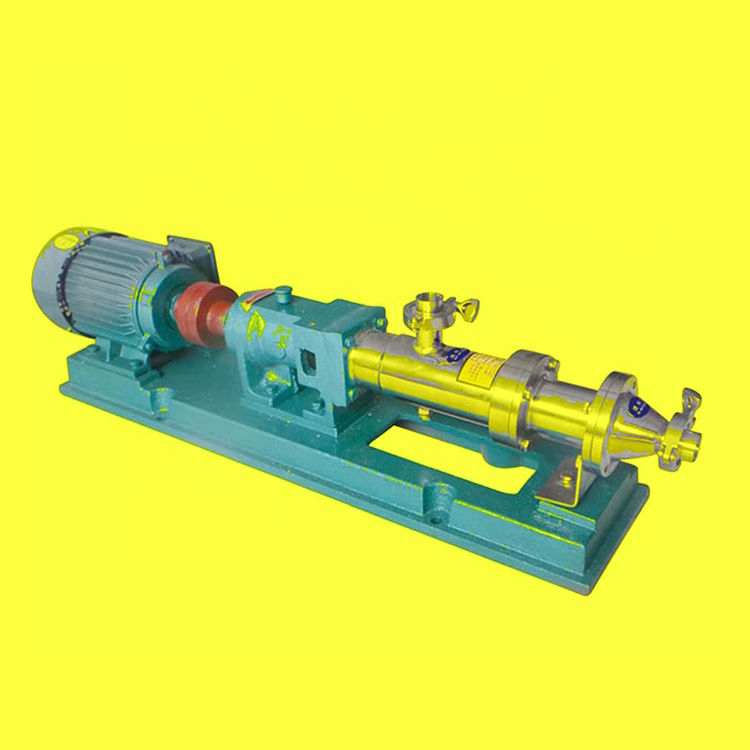
What is a unique pump?
A single-chamber pump, also called a screw pump or spiral casing pump , is a positive displacement pump consisting of two main components:
-
Rotor : It is usually made of metal and has a spiral shape.
-
Fixed part : a flexible body with a screw mount that complements the rotating part.
The rotational movement of the rotor inside the stator creates a cavity, thus ensuring a uniform and continuous transport of the fluid from the inlet to the outlet.
The importance of custom-designed pumps in the food and pharmaceutical industries
The food and pharmaceutical industries are particularly sensitive to the use of non-standardized equipment, which can have the following consequences:
-
microbial contamination
-
Changes in the physical or chemical properties of a product.
-
It does not comply with the requirements of Good Manufacturing Practice (GMP).
-
Products rejected during quality control.
The standard single dispenser pump reduces these risks through its hygienic design, gentle handling of the water flow, and complete washability.
Key features of a standard single pump for food and pharmaceutical applications
1. Completely hygienic design.
Individual pumps used in the food and pharmaceutical industries have the following properties:
-
Smooth, non-porous surface
-
There is no dead zone.
This prevents bacterial growth and contamination.
2. Washable and sterilizable (CIP/SIP)
One of the most important requirements of these industries is the ability to perform clean-in-place (CIP) and disinfection- in- place (SIP) operations . A standard single-pump pump:
-
No disassembly required.
-
Resistant to high temperatures and cleaning agents.
-
The amount of water and time required is extremely low.
They can be washed and sterilized.
3. Transport the goods carefully to avoid damage.
Many foods and medications contain the following substances:
-
bath
-
worm
-
drink
-
lotion
-
Materials containing solid particles
Maintaining the product structure is of crucial importance. Individual pumps ensure a stable and unobstructed flow, thus preventing mechanical damage and material wear.
4. High-precision flow and dosing control.
In the pharmaceutical industry, precise fluid delivery is crucial. A single pump can perform the following functions:
-
Precise flow control
-
For use in dosing systems.
-
Coordination with frequency converter and programmable logic controller (PLC)
They provide it.
International standards for single pumps in the food and pharmaceutical industries
1. Regulations of the U.S. Food and Drug Administration (FDA)
All components that come into contact with liquids must comply with the requirements of the U.S. Food and Drug Administration (FDA) .
These include, but are not limited to, the following:
-
Stator rubber
-
seal
-
ring
That’s how it will be.
2. EHEDG Standard
The European Group for Hygienic Design and Engineering sets standards for the hygienic design of single pump systems for the food and pharmaceutical industries.
3. Hygiene standard 3-A
This is the most common standard in the American food industry and is based on the following principles:
-
Washable
-
glaze
-
No cross-contamination
It helps you focus your attention.
4. Requirements of Good Manufacturing Practice (GMP).
Individual pumps used in the pharmaceutical industry must comply with good manufacturing practice guidelines and ensure traceability of materials, thorough cleaning and quality control.
Standard material type of the single pump
Structures and metal components
-
316L stainless steel
-
High corrosion resistance
-
Suitable for direct use with food and medicines.
Fixed part
-
EPDM
-
Northern Oregon
-
FKM
-
medical-grade silicone
All materials must be approved by the US Food and Drug Administration (FDA) and in some cases also have USP Level 6 approval.
Use of individual pumps in the food industry
-
Add dough and yeast.
-
Refine with sauces, gravy, ketchup and mayonnaise.
-
Transport of concentrated dairy products (yogurt, cream)
-
chocolate and sweets
-
Transport of honey and nectar.
-
Foods that contain solid particles, such as soup.
Use of individual pumps in the pharmaceutical industry
-
Drinks and meetings
-
Creams and ointments
-
majority
-
pharmaceutical raw materials
-
Transport of easily cut materials
-
Pharmaceutical filling plant
The advantages of using a single, food- and drug-compliant pump.
-
High standards of hygiene and product safety.
-
Reduction of production waste
-
Extending the shelf life of the final product
-
It meets international standards.
-
Easy to maintain and repair.
-
Optimal energy consumption
-
This proves its stability at different flow rates.

Important points to consider when selecting the right single pump
-
Liquid type (viscosity, temperature, presence of solid particles)
-
Performance and work pressure
-
Mandatory standards (US Food and Drug Administration, EHEDG, GMP)
-
Stator materials and sealing materials
-
CIP/SIP tasks
-
Brand and customer service
-
Availability of spare parts
The difference between a standard single pump and a conventional industrial single pump.
Comparison of standard single pump systems used in the food and pharmaceutical industries and industrial single pump systems:
-
Healthier design
-
More expensive materials, but safer.
-
Higher price
-
However, the risk of environmental pollution is much lower.
They have made their choice, and for these industries, this choice is imperative and necessary .
In conclusion
Single-phase pumps, standard in the food and pharmaceutical industries, are among the most important devices for pumping liquids in hygienic production lines. Their unique design, smooth operation, easy cleaning, and compliance with international standards make them the ideal choice for food and pharmaceutical companies.
Selecting the right individual pump not only ensures the quality of the final product, but also plays a crucial role in increasing productivity, reducing maintenance costs, and successfully passing quality tests.